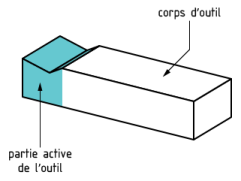
Les caractéristiques principales de la partie active d'un outil de coupe
L'arête tranchante d'un outil de coupe a une forme donnée par l'intersection de deux plans, une dimension et une situation dans l'espace. Pour caractériser cette situation on définit des angles et des plans caractéristiques dans deux référentiels :
le référentiel de « l'outil en main[1] », indépendant de l'utilisation future ;
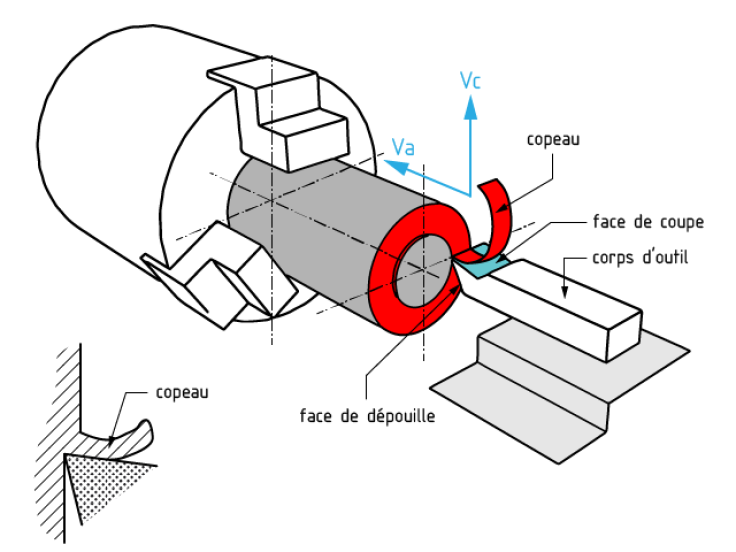
le référentiel de « l'outil en travail[2] », déterminé à partir de la résultante des vitesses de coupe et d'avance.
On s'intéressera par la suite uniquement à la description de l'outil dans le référentiel « en main ». La figure suivante rappelle les principaux plans et angles d'un outil définis selon les normes en vigueur. Pour plus de détails relatifs aux plans de l'outil, consulter la section "outils de coupe par enlèvement de matière"
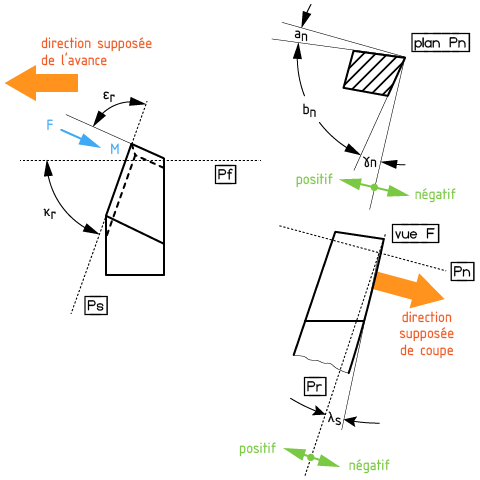
Définitions des principaux angles et influence de leurs valeurs sur la coupe
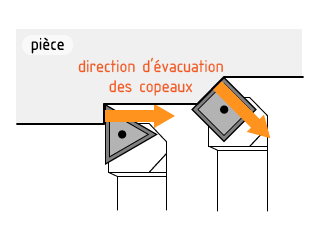
a) L'angle de direction d'arête Kr : angle mesuré dans Pr, entre Pf et Ps. Un angle Kr < 90° assure à l'arête de coupe une entrée en contact progressive avec la matière à usiner et en arrière de la pointe de l'outil, partie la plus fragile. Si Kr est trop petit, la longueur de l'arête de coupe en prise avec la matière augmente donc les efforts s'accroissent également. Kr a une influence très importante sur la direction d'évacuation des copeaux.
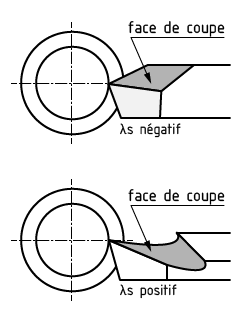
b) L'angle d'inclinaison d'arête λs : angle mesuré dans Ps, entre l'arête et Pr. En ébauche, un angle négatif augmente la robustesse de l'arête de coupe et provoque la fragmentation des copeaux. En finition un angle positif donne une meilleure acuité d'arête donc un copeau minimum plus faible.
c) L'angle de pointe εr : angle mesuré dans Pr entre Ps et le plan perpendiculaire à Pr et contenant l'arête de dépouille principale. Cet angle doit être choisi en fonction du profil à effectuer sur la pièce.
d) L'angle de dépouille α : angle entre la face de dépouille et Ps. Si
 est trop grand, l'arête de coupe est fragile, à contrario s'il est trop petit, on augmente la surface en contact entre la pièce et la face de dépouille ce qui a pour effet d'augmenter le risque de talonnage.
est trop grand, l'arête de coupe est fragile, à contrario s'il est trop petit, on augmente la surface en contact entre la pièce et la face de dépouille ce qui a pour effet d'augmenter le risque de talonnage.
e) L'angle de taillant β : angle entre la face de coupe et la face de dépouille.
f) L'angle de coupe γ : angle entre la face de coupe et Pr. (tableau ci-après)
Positif | Négatif | |
|---|---|---|
Grand | Petit | (coupe négative) Réservé aux outils en carbure métallique et céramique. Bonne tenue aux efforts, les copeaux se brisent facilement. |
Arête fragile, écoulement du copeau continu | Frottement important du copeau sur la face de coupe | |
Les trois derniers angles sont liés par la relation :
 . L
. L
Les valeurs que l'on peut trouver dans les catalogues des carburiers sont toujours données dans le plan
 , plan normal à l'arête au point considéré.
, plan normal à l'arête au point considéré.