

Les matériaux à outils
Nous avons présenté les principales classes des matériaux à outils ainsi que leur caractéristiques principales dans le chapitre "L'usinage traditionnel : Les matériaux à outils" .
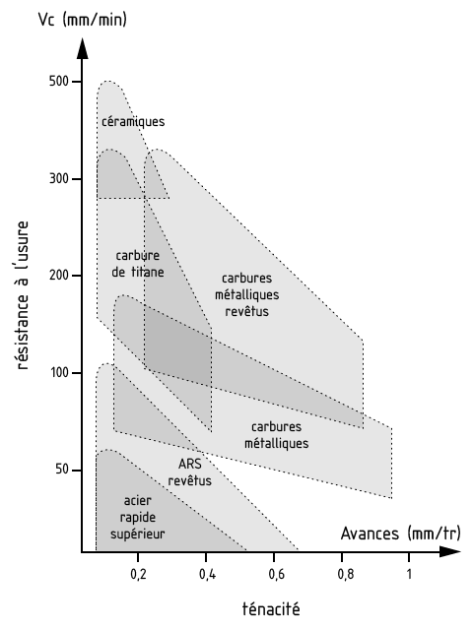
On rappelle ici que les matériaux les plus utilisés sont les carbures métalliques, qui sont obtenues par frittage selon les principes de la métallurgie des poudres. La figure ci-dessous présente les plages d'utilisation des différents matériaux à outils courants en fonction des vitesses de coupe Vc et d'avance Vf employées.
Afin d'améliorer les principales propriétés (dureté des faces coupantes, résistance aux sollicitations mécaniques, état de surface de la face de coupe, stabilité des caractéristiques mécaniques à chaud), les carbures sont revêtus d'une fine couche de matériau (nitrure de titane par exemple). On parle alors de carbures revêtus. Puis plusieurs couches de natures différentes sont venues recouvrir le substrat de base, on parle alors de carbures multicouches.
La classification des carbures
La désignation comporte une lettre suivie de deux chiffres. Les lettres S, P, M ou K correspondent à des plages de dureté pour les matières à usiner. Le nombre donne une image de la ténacité (solidité). On peut lui associer les opérations et conditions de travail (chocs, ébauche légère, etc.). Le tableau suivant présente la classification en fonction de la matière usinée et de l'utilisation d'après la norme NFE 66-304.
Symbole général | Grandes catégories de matières à usiner | Symbole | Matières à usiner | Utilisation et conditions de travail |
|---|---|---|---|---|
P | Métaux ferreux à copeaux longs | P01 | Acier, acier moulé | Tournage, alésage de finition : Vc élevée, petite section de copeaux. Précision dimensionnelle et qualité de surface. Travail sans vibration. |
P10 | Acier, acier moulé | Copiage, filetage en tournage, fraisage : Vc élevée, petite ou moyenne section de copeaux. | ||
P20 | Acier, acier moulé Fonte malléable à copeaux longs | Copiage en tournage, fraisage : Vc et section de copeaux moyennes. | ||
P30 | Acier, acier moulé Fonte malléable à copeaux longs | Tournage, fraisage : Vc petite ou moyenne, grande ou moyenne section de copeaux, conditions d'usinage défavorables. | ||
P40 | Acier, acier moulé avec inclusion de sable ou retassures | Tournage : Vc petite, grande section de copeaux, possibilité de grand angle de coupe, conditions d'usinage défavorables sur machines automatiques. | ||
P50 | Acier moulé : faible ou moyenne résistance avec inclusion de sable ou retassures | Opérations exigeant une bonne ténacité des carbures métalliques : tournage avec Vc petite et grande section de copeaux, possibilité de grand angle de couple, conditions d'usinage défavorables. | ||
M | Métaux ferreux à copeaux longs ou courts et métaux non ferreux | M10 | Acier, acier moulé, acier au manganèse, fonte grise, fonte alliée | Tournage : Vc moyenne ou grande et section de copeaux moyennes. |
M20 | Acier, acier moulé, acier austénitique, acier au manganèse, fonte grise | Tournage, fraisage : Vc et section de copeaux moyennes. | ||
M30 | Acier, acier moulé, acier austénitique,, fonte grise, alliage réfractaire | Tournage, fraisage : Vc moyenne et section de copeaux moyenne ou grande. | ||
M40 | Acier de décolletage, acier de faible résistance. Métaux non ferreux et alliages légers | Tournage, tronçonnage, particulièrement sur machines automatiques. | ||
K | Métaux ferreux à copeaux courts. Métaux non ferreux. Matières non métalliques | K01 | Fonte grise de dureté élevée, alliages légers à haute teneur en silicium, acier trempé, céramiques, matières plastiques abrasives | Tournage, tournage de finition, alésage, fraisage. |
K10 | Fonte grise (>220 HB), fonte malléable à copeaux courts, acier trempé, alliages légers au silicium, alliages de cuivre, plastiques, verre, caoutchouc dur, porcelaine, pierre | Tournage, fraisage, perçage, alésage, brochage. | ||
K20 | Fonte grise (220 HB), métaux non ferreux | Tournage, fraisage, alésage, brochage exigeant une grande ténacité des carbures métalliques. | ||
K30 | Fonte grise de faible dureté, acier de faible résistance, bois comprimé | Tournage, fraisage avec conditions d'usinage défavorables et possibilités de grand angle de coupe. | ||
K40 | Bois naturel tendre ou dur et métaux non ferreux | Tournage, fraisage avec conditions d'usinage défavorables et possibilités de grand angle de coupe. |




